Станок для обработки янтарных кабошонов

ОПРЕДЕЛЕНИЕ АНАЛИТИЧЕСКИХ ЗАВИСИМОСТЕЙ ПРИ РАСЧЕТЕ ПРОФИЛЯ КОПИРОВ СПЕЦИАЛИЗИРОВАННОГО СТАНКА ДЛЯ ОБРАБОТКИ ЯНТАРНЫХ КАБОШОНОВ
Б.П. Борисов, М.В. Жданова, Ю.Ф. Правдин
Построены расчетные схемы к решению прямой задачи для нескольких базовых профилей кабошонов. Найдена аналитическая зависимость угла поворота шпинделя, на котором смонтирован кабошон заданного профиля, в зависимости от конструктивных параметров станка и геометрических параметров самого базового профиля.
Кабошоны из янтаря, входящие в состав таких ювелирных изделий, как перстни, колье подвески и другие, являются одними из самых массовых изделий янтарного производства; суммарный объем их выпуска в Калининградском регионе – десятки тысяч штук.
Кабошон – изделие сложной формы, которое, с геометрической точки зрения, представляет собой объемное тело, с одной стороны ограниченное базовой плоскостью, с другой – сложнопрофильной поверхностью. Пересечение базовой плоскости со сложнопрофильной поверхностью образует базовый профиль кабошона. Базовые профили довольно разнообразны, форма и геометрические характеристики некоторых из них приведены в работе [1], там же рассмотрены некоторые закономерности формообразования кабошонов.
Требования к точности базового профиля кабошонов, которые монтируются в оправу (каст), высоки: допуск на габаритные размеры и положение точек базового профиля – не более 0,05 мм. Это обеспечивает, при серийном характере производства, сборку кабошона с оправой в условиях взаимозаменяемости. Учитывая, что зачастую оправа (из мельхиора или драгоценных металлов – серебро, золото) изготавливается на одной фирме, партия кабошонов под данную партию оправ – на другой, сборка же изделий (например, перстней) осуществляется, возможно, и на третьей фирме, - требование высокой точности базового профиля и обеспечение взаимозаменяемости является необходимым условием высокой эффективности производства (отсутствие подгонки кабошона по касту) и высокого качества ювелирной продукции. 
Обработка кабошонов осуществляется на специализированных шлифовальных станках – кабошонерках, где в качестве инструмента используются алмазно-абразивные круги. В зависимости от конструкции станка, обработка кабошона осуществляется либо периферийной поверхностью алмазного круга, спрофилированной по радиусу, либо торцом круга. Впервые анализ конструкций специализированных станков для шлифования янтарных кабошонов и реализуемых схем шлифования был дан в работе [2]; перспективные конструкции роторных кабошонерок рассмотрены в [3].
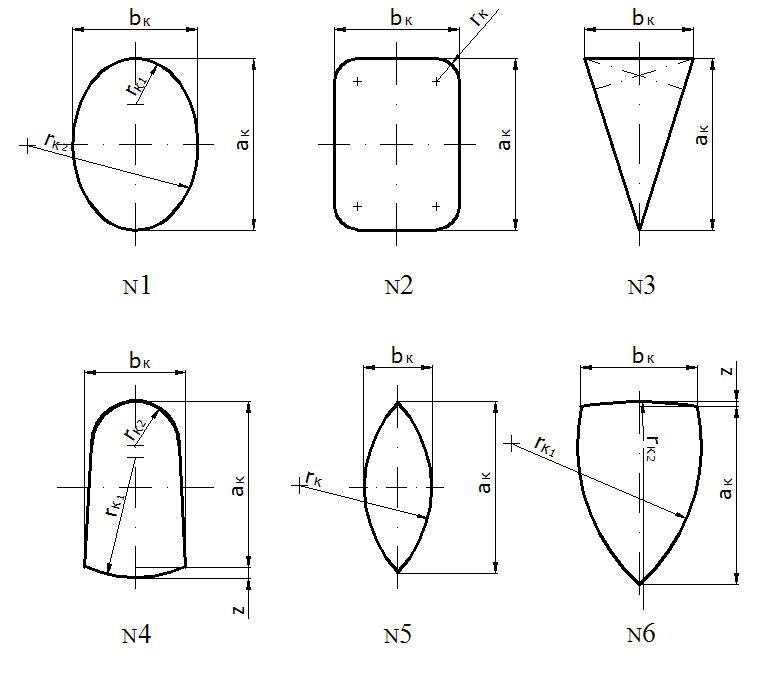
Рис.1. Базовые профили янтарных кабошонов

В результате графоаналитических исследований с помощью специального планшета [4] было установлено, что рабочий профиль копира не является идентичным профилю кабошона, что и вызывает, собственно, необходимость его коррекции и разработки соответствующей расчетной методики.
В работе [5] нами была представлена методика расчета копира кабошонерки применительно к овальному базовому профилю кабошона, приводится алгоритм расчета, на основе которого разработана компьютерная программа. Однако овал, хотя и весьма популярный у потребителя, всего лишь частный случай номенклатуры базовых профилей, представленных на рис.1. Очевидно, ценность представляла бы такая методика, которая позволяла бы единообразно и на основе обобщенной математической модели рассчитывать профиля копиров различной формы.
Для решения поставленной задачи на первом этапе необходимо построить расчетные схемы и вывести аналитические зависимости для каждого из базовых профилей, представленных на рис.1. Исходные предпосылки для построения схем, применительно к профилям N 2, 3, 4, 5, 6, использовались те же, что и для овального профиля N1 (см. в [5]).
Анализ показал, что в процессе формообразования кабошона все многообразие контактирования базовых профилей с алмазным кругом радиусом r, с геометрической точки зрения, может быть сведено всего к четырем вариантам (рис.2):
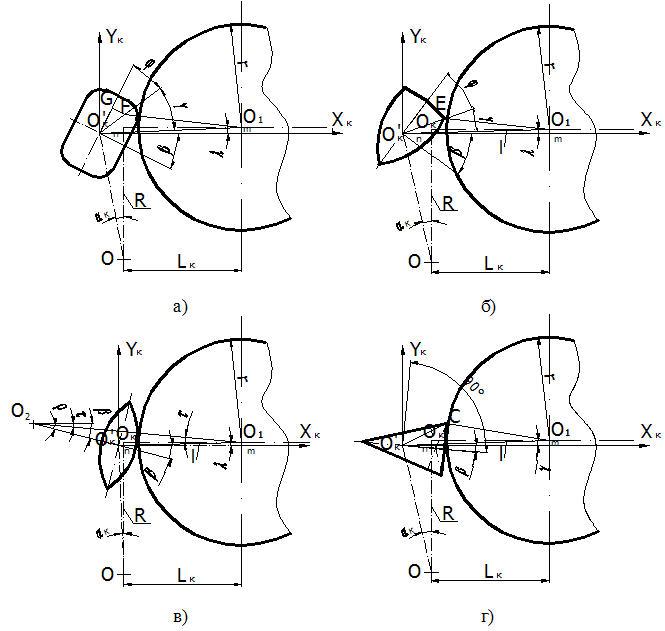
Рис. 2. Варианты контактирования базовых профилей с алмазным кругом:
а) контакт окружности радиусом r с окружностью rк , центр которой
находится внутри базового профиля – рис. 2а; б) контакт окружности радиусом r с точкой – рис. 2б; в) контакт окружности радиусом r с окружностью rк , центр которой находится вне базового профиля – рис. 2в; г) контакт окружности радиусом r с прямой – рис. 2г
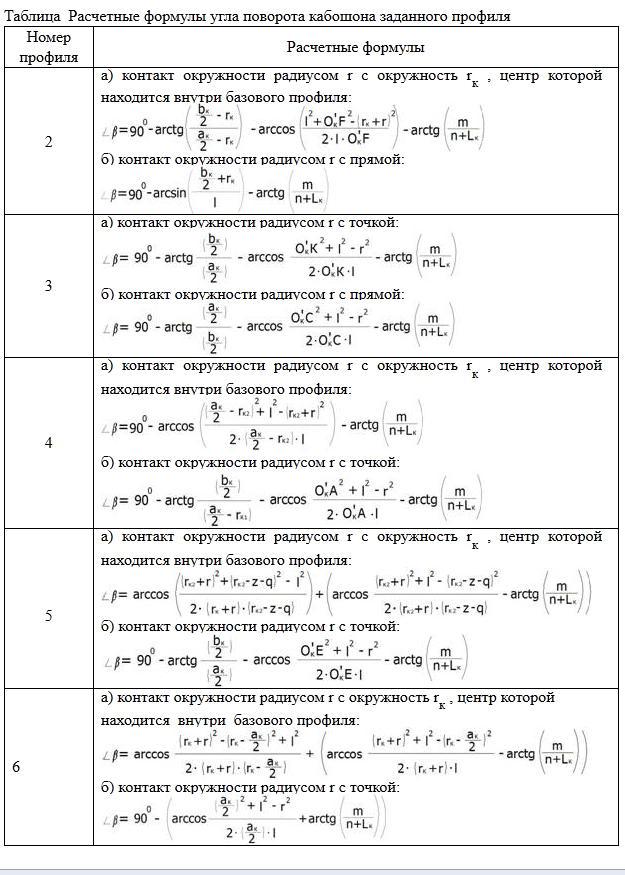
Используя расчетные схемы и различные варианты контактирования профилей с алмазным кругом, на основе геометрических построений для каждого исследуемого профиля, получена аналитическая зависимость (выводы опускаются) угла поворота ß кабошона от конструктивных параметров станка и параметров базового профиля. Результаты расчетов сведены в таблицу.
Таблица Расчетные формулы угла поворота кабошона заданного профиля
Номер профиля
Расчетные формулы
2
а) контакт окружности радиусом r с окружность rк , центр которой находится внутри базового профиля: б) контакт окружности радиусом r с прямой:
3
а) контакт окружности радиусом r с точкой: б) контакт окружности радиусом r с прямой:
4
а) контакт окружности радиусом r с окружность rк , центр которой находится внутри базового профиля: б) контакт окружности радиусом r с точкой:
5
а) контакт окружности радиусом r с окружность rк , центр которой находится внутри базового профиля: б) контакт окружности радиусом r с точкой:
6
а) контакт окружности радиусом r с окружность rк , центр которой находится внутри базового профиля: б) контакт окружности радиусом r с точкой:
Представленная систематизация и полученные аналитические зависимости позволяют выработать общий подход при расчете копиров для изготовления кабошонов с различным базовым профилем и являются основой для создания обобщенной математической модели, которая оперативно и с высокой точностью позволит рассчитывать рабочий профиль копиров для всей гаммы базовых профилей янтарных кабошонов.
СПИСОК ЛИТЕРАТУРЫ
1. Борисов Б.П. Формообразование кабошонов из янтаря / Б.П. Борисов, М.В. Жданова // Прогрессивные технологии, машины и механизмы в машиностроении: международная научно-техническая конференция (20-23 июня): сборник докладов / КГТУ. – Калининград, 2006. – С. 66-71.
2. Борисов Б.П. Кинематическая структура полуавтомата для обработки кабошонов из янтаря / Б.П. Борисов, Ю.Ф. Правдин, В.В. Алешкевич // Автоматизация технологических процессов/КГТУ.Калининград, 2002.С. 8993.
3. Тилипалов В.Н. Перспективные технологии и оборудование обработки янтаря / В.Н. Тилипалов, С.Б. Перетятко, В.Б. Алешкевич / под ред. В.Н. Тилипалова. – Калининград: КГТУ, 2003. – 318 с.
4. Борисов Б.П. Графоаналитические исследования профиля копиров для производства кабошонов из янтаря / Б.П. Борисов, Ю.Ф. Правдин, М.В. Жданова, А.И. Бахтин // Детали машин и трибология: международный сборник научных трудов / КГТУ. – Калининград, 2005. – С. 38-48.
5. Борисов Б.П. Анализ геометрических характеристик кабошонов из янтаря и методика расчета копиров для их производства / Б.П. Борисов, М.В. Жданова // Известия КГТУ. – 2005. – №5. – С. 207 – 213.
CALCULATION OF COPIER STRUCTURE FOR THE SPECIALIZED AMBER CABOCHONS PROCESSING MACHINE TOOL AND DEFINITION OF ANALYTIC DEPENDENCES
B.P. Borisov, M.V. Zhdanova, Y.F. Pravdin
The schemes for calculation of a direct problem for several base structures of cabochons are deduced. Analytical dependence of spindle turn corner on which is mounted the set structure cabochon, depending on design data of the machine tool and geometrical parameters of the base structure is found.
Кулоны из натурального янтаря





